Wo liegen die Unterschiede zwischen Rohrbiegen und Rohrwalzen?
Rohrbiegen und Rohrwalzen: Die Ursprünge
Die beiden Kaltverformungstechniken Biegen und Walzen (Rollbiegen) von Metallrohren gibt es seit dem beginnenden 20. Jahrhundert, also seit rund hundert Jahren.
Gebogene und rollgebogene Stahlrohre wurden anfangs vor allem im Bauwesen, in der Landwirtschaft und in der Möbelindustrie eingesetzt. Dank der Einführung dieser Umformverfahren konnte man Rohre in einer bis dahin nicht umsetzbaren Art und Weise nutzen: Man denke beispielsweise an die Fahrgestelle von Landmaschinen, an Anhänger von Forstmaschinen sowie an die zahlreichen Anwendungen im Schwer- und Leichtmetallbau. Nur durch die Entwicklung von Biege- und Rollbiegetechniken hat das Stahlrohr in der modernen Industrieproduktion eine so starke Verbreitung gefunden.
So entstanden auch die ersten Hersteller von Biege- und Rollbiegemaschinen für die Kaltverformung von Rohren. Am Anfang beschränkte sich die Arbeit mit diesen Maschinen auf Rundstahlrohre, während moderne Maschinen auch das Biegen und Rollbiegen von Quadratrohren, Rechteckrohren und Profilen ermöglichen.
Obwohl diese Maschinen seit nunmehr knapp einem Jahrhundert existieren, entwickelte sich erst Ende der 1970er Jahre auf dem Stahlrohrmarkt eine verstärkte Nachfrage in „neuen Anwendungen“, die diese Verfahren erforderten.
Dieser Nachfrage folgend entstanden Unternehmen mit fachlichem Schwerpunkt auf den Umformverfahren Biegen und Rollbiegen. Dazu gehörte auch die Firma Tecnocurve. In der über 25-jährigen Firmengeschichte entwickelte sich Tecnocurve zu einem hochspezialisierten Experten, der von einem weltweit kontinuierlich wachsenden Kundenstamm nicht nur für das hochwertige Know-how, sondern auch für seine Zuverlässigkeit geschätzt wird.
Biegen des Metallrohres: was bedeutet das?
Unter Rohbiegen versteht man im Wesentlichen die Umformung eines Rohres oder Profils mit einem relativ engen Biegeradius. Bezogen auf den Durchmesser des Rohres kann dieser Radius von mindestens dem 1,5-fachen des Rohrdurchmessers bis maximal dem 5-fachen variieren. Das Biegen eines Metallrohres erfolgt mit speziellen Maschinen, den sogenannten Rohrbiegemaschinen. Die Form der zuvor auf der Rohrbiegemaschine installierten Biegeform wird dem Metallrohr aufgeprägt.

Der schwierigste Aspekt der Biegung des Metallrohres ist es, ungewollte Verformungen so gering wie möglich zu halten. Diese treten zwangsläufig in jedem Metallrohr auf, wenn es mechanisch gebogen wird.
Die Verformungen verändern das Rohr nur in dem Bereich, in dem es gebogen wird, insbesondere an der Innen- und Außenseite der Kurve, wie in der folgenden Abbildung zu sehen.
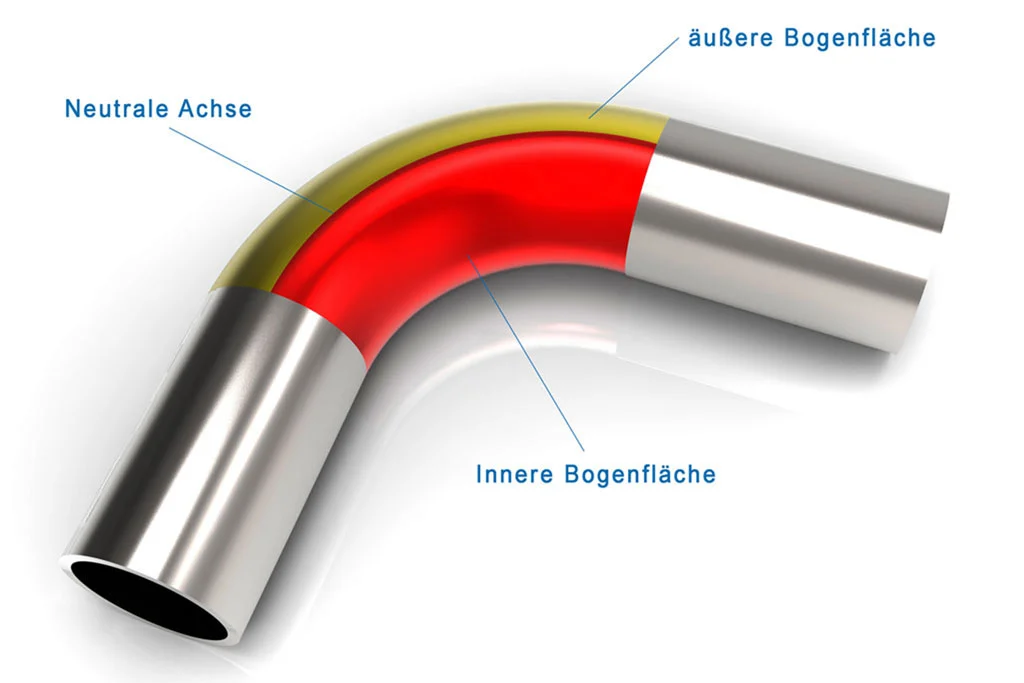
Der gelbe Teil, äußere Bogenfläche genannt, ist dagegen Zug- oder Dehnungsbeanspruchungen ausgesetzt, die dazu führen, dass hier die Dicke des Stahlrohres durch die Biegung dünner wird.
Die neutrale Achse wiederum bezeichnet den spannungsfreien Zustand, der sich nicht, wie man vermuten könnte, in der mittleren Zone des Rohres befindet, sondern durch Ausgleichen des Spannungszustands des Stückes normalerweise dazu tendiert, sich im inneren Bereich der Biegung in Richtung innere Bogenfläche zu verschieben.
Um die Biegequalität eines Stahlrohres zu verbessern, muss man folgende Faktoren berücksichtigen:
- Verhältnis von mittlerem Biegeradius zu Rohrdurchmesser/-dicke
- Materialdehnung
- Elastischer Rücklauf
- Ästhetik
Rohrbiegemaschine
Zur Verformung sowohl von Stahl- als auch von Aluminiumrohren werden spezielle Rohrbiegemaschinen verwendet. Diese Maschinen arbeiten überwiegend elektromechanisch. Dank des technologischen Fortschritts nutzen moderne CNC-Rohrbiegemaschinen die FULL ELECTRIC-Technologie, die es ermöglicht, die Produktion zu beschleunigen und die Wiederholbarkeit der Biegeteile zu verbessern, und die gleichzeitig selbst bei sehr großen Stückzahlen minimale Fehlermargen gewährleistet.
Welche Stahlrohre können wir biegen?
Tecnocurve verfügt über 10 Rohrbiegemaschinen, von denen 3 mit FULL ELECTRIC-Technologie der neuesten Generation arbeiten. Damit können folgende Materialtypologien gebogen werden:
- Rundrohre von Ø 4 bis Ø 219
- Quadrat-/Rechteckrohre mit Profilen von 10×10 mm bis 120×120 (auch 150×100)
- Profile verschiedener Art

Erforderliche Ausrüstung zum biegen des Rohrs
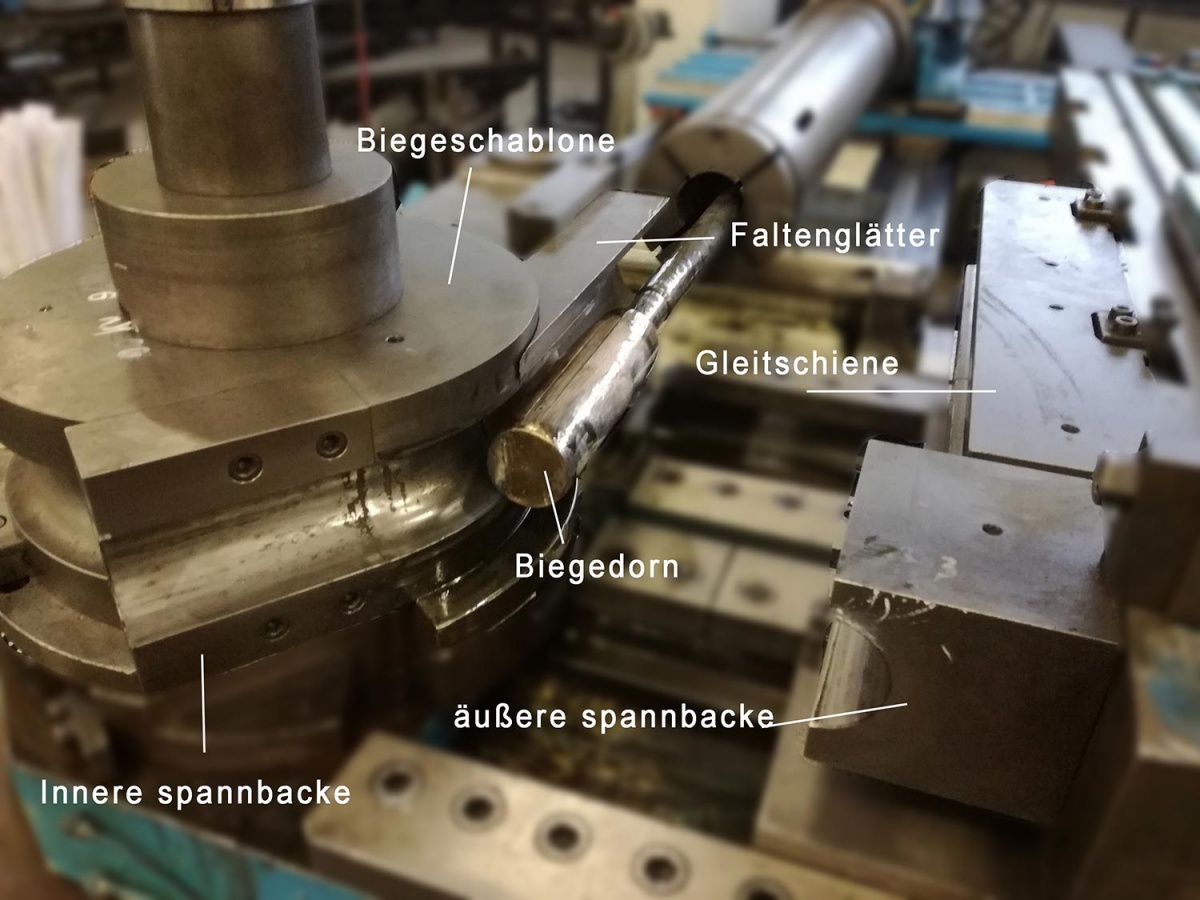
Zum Einrichten einer Rohrbiegemaschine – sei es eine CNC- oder eine mechanische Maschine – muss ein gemeinsames Werkzeugsystem vorbereitet werden, das in der Regel aus folgenden Komponenten besteht:
- Biegeschablone
- Flansch (nur für Quadrat- und Rechteckrohre)
- äußere Spannbacke
- innere Spannbacke
- fester oder beweglicher Biegedorn (je nach Schwierigkeit der Kurve)
- Gleitschiene
- Faltenglätter (nur für schwer durchführbare Kurven)
Rollbiegen des Rohres: was bedeutet das?
Das Rollbiegen von Rohren – auch Rohrwalzen genannt – ist ein Verfahren, mit dem die Kaltverformung mit größeren Biegeradien, die theoretisch im Bereich vom 5-fachen des Rohrquerschnitts bis unendlich gehen, erzielt wird. Die für diesen Prozess eingesetzten Maschinen werden als Kalander bezeichnet.
Das Stahlrohr wird durch eine Dreiergruppe von Rollen geführt, die in einem oder mehreren Durchgängen (je nach Schwierigkeitsgrad der Biegung) einen Bogen mit dem gewünschten Biegeradius bildet. Das Rollbiegen von Rohren ist in der Regel einfacher als das Rohrbiegen.



Die Besonderheit dieser mechanischen Bearbeitung ist die Möglichkeit, mit einer einzigen Werkzeugmaschine mehrere Biegeradien bei einem einzigen Rohr zu erhalten, was die Erstellung komplexer Geometrien ermöglicht.
Der Nachteil des Rollbiegens ist, dass ein Kalander am Anfang und Ende des Rohres ein zusätzliches Stück Material benötigt, um zu Beginn des Rollbiegeprozesses einen guten Halt zu haben. Dies führt zu einer Erhöhung der Gesamtmetallmenge, die für das Rohrwalzen des Rohres benötigt wird.
Kalander
Der Kalander ist eine Maschine mit drei Wellen, wobei sich an jeder dieser Wellen eine Walze mit der Form des zu biegenden Rohres oder Profils befindet.
Eine solche Walzen-Biegemaschine arbeitet hydraulisch, wobei moderne digitale Kalander mit einem Bildschirm zum Ablesen der Daten und Messungen ausgestattet sind. Außerdem können die Rohrbearbeitungen sowohl manuell als auch automatisch vorgenommen werden. Die Geschwindigkeit der Wellen ist ebenso wie der Abstand zwischen den Walzen verstellbar.

Welche Stahlrohre können gewalzt werden?
Es gibt verschiedene Typen von Kalandern, die in der Lage sind, ein breites Spektrum von Durchmessern zu biegen. Tecnocurve hat in seinem Maschinenpark 5 solcher Kalander zur Bearbeitung von:
- Rundrohren von Ø11 mm bis Ø154 mm,
- Quadrat-/Rechteckrohren mit einem Querschnitt von mindestens 6×6 mm bis 150×100 mm,
- Profile verschiedenster Art.
Erforderliche Ausrüstung zum Rohrwalzen
Rohrwalzen ist ein einfacherer Rohrbearbeitungsprozess als Biegen und erfordert keinen Einsatz vieler Ausrüstungen. Es genügen drei speziell für jeden Rohr- oder Profilabschnitt geformte Walzen, durch die das Metall hindurchgeführt wird, um das Rohr wie gewünscht zu verformen. Die Verformung des Rohres erfolgt im kalten Zustand (sogenannte Kaltverformung).

Für offene Metallprofile gibt es dagegen zwei Lösungen:
- Die Konstruktion von speziellen Walzen für die jeweilige Form des Profils (in der Regel bei komplexen Aluminiumprofile).
- Die Herstellung von Nylondübeln, die in Kombination mit dem zu kalandrierenden Profil ein geschlossenes, rohrförmiges Profil „simulieren“.
Bei schwierig zu formenden Rohrstücken, bei denen die Ästhetik beeinträchtigt werden kann, werden stattdessen Mikrokügelchen verwendet. Sie sind keine Ausrüstung im eigentlichen Sinne, sondern ein Pulver aus Mikrokügelchen, mit dem das zu bearbeitende Rohr gefüllt wird. Nach dem Verschließen der Rohrenden erfolgt dann das Rohrwalzen. Dieses Verfahren ist sehr zeitaufwändig und kostenintensiv.
Welche Materialien können gebogen und rollgebogen werden?
Folgende Metallrohre können normalerweise gebogen und rollgebogen werden:
- Stahlrohre
- Edelstahlrohre
- Aluminiumrohre
Bei Rohren und Profilen aus folgenden Metalllegierungen werden die Verfahren des Biegens und des Rollbiegens seltener eingesetzt:
- Titanrohre – vor allem in der Automobil-Industrie.
- Messingrohre – als dünne Platten oder massive Quadrate, die üblicherweise in der Beleuchtungsindustrie verwendet werden.


Biegen oder Walzen?
Wie wir bereits gesehen haben, ist der wichtigste Unterschied zwischen Biegen und Rollbiegen der enge oder weite Biegeradius des Rohres. Der zweite Unterschied besteht darin, dass nur beim Rohrwalzen das gleiche Metallrohr mit unterschiedlichen Biegeradien gebogen werden kann. In diesem Sinne spricht man auch von einem variablen Biegeradius.
Um eine bessere Vorstellung vom minimalen Rohrwalzen-Radius zu bekommen, muss der Rohrdurchmesser mit fünf multipliziert werden. Wenn sich zum Beispiel der Rohrdurchmesser auf Ø50 mm beläuft, beträgt der minimale Rollbiegeradius 250 mm. Um einen Biegeradius des Rohres unterhalb dieses Wertes zu erhalten, muss das Rohr mit einer CNC-Rohrbiegemaschine gebogen werden.
Der minimale Biegeradius wird mit einer speziellen Formel berechnet, aus der sich ein Koeffizient ergibt. Liegt dieser oberhalb eines bestimmten Werts, wird hierdurch die Machbarkeit der Biegung für einen bestimmten Radius bestimmt.
Beim Biegen von Stahl lässt sich die Qualität des gebogenen Rohres durch den Einsatz spezieller Vorrichtungen beeinflussen, was insbesondere dann ins Gewicht fällt, wenn der oben genannte Koeffizient an der Grenze der Herstellbarkeit liegt.
Ist es möglich, das gleiche Rohr zu biegen und walzen?
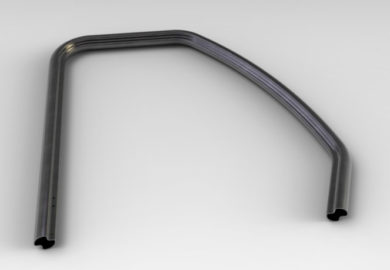
Rohrwalzen und Biegen sind kombinierbare Rohrbearbeitungsverfahren, und einige Projekte erfordern notwendigerweise den Einsatz beider Techniken. Ein Beispiel sind Stahlprofile für Führerhäuser von Landmaschinen, deren Form oft sowohl das Biegen als auch das Rohrwalzen der Rohre, aus denen sie zusammengesetzt sind, erfordert.
Auch für die Griffe vieler Trainingsgeräte in Fitnessstudios werden die beiden Bearbeitungs- und Biegetechniken kombiniert eingesetzt.

Wurden früher die Komponenten des Metallrohres getrennt gebogen und rollgebogen und anschließend verschweißt, so laufen heute die Bearbeitungen in einem einzigen Prozess ohne Verschweißung des Rohres ab. Dies reduziert den Herstellungsprozess und vermeidet die Bildung von Rissen an den Verbindungsstellen.
Diese Art der Kombination kann erfolgen, indem erst das Biegen auf einer Maschine und dann das Rollbiegen auf einer anderen oder mit einer einzigen CNC-Rohrbiegemaschine erfolgt. Auf modernen CNC-Rohrbiegemaschinen kann man sowohl die Biege- als auch die Rollbiege-Ausrüstung montieren. Auf diese Weise lassen sich komplexe Geometrien herstellen, wobei gleichzeitig die Einrichtzeiten für die beiden Maschinen reduziert werden.

Mit der Ausrüstung der Rohrbiegerei Tecnocurve für Biege- und Rohrwalzenverfahren lassen sich nahezu alle gewünschten Biegeradien eines Rohres für zahlreiche industrielle Anwendungen ausführen. Wo keine Matrizen zur Verfügung stehen, kann Tecnocurve die notwendige Ausrüstung firmenintern realisieren.
Hierzu stehen eine Talisawa LA-250ML Drehmaschine mit numerischer Steuerung und zwei Akira V8 CNC-Bearbeitungszentren zur Verfügung.