Der Biegeradius ist nach einer sehr einfachen Definition der Abstand zwischen dem Mittelpunkt eines Kreises und seinem Umfang.
Beim Rohrbiegen ist der Biegeradius das dem Rohr aufgeprägte Maß von der Mitte der Matrize bis zur Mittelachse des runden, quadratischen oder rechteckigen Innenrohrs.
Beim Rohrwalzen, bei dem Walzen verwendet werden, wird der Biegeradius bestimmt, indem das Rohr durch drei Walzen geführt wird. In diesem Fall können zwei verschiedene Biegeradien erzielt werden:
- einen festen Biegeradius
- einen variablen Biegeradius
Lesen Sie mehr in unserem Artikel über die Bedeutung des Biegeradius beim Rohrbiegen.
Wussten Sie, dass Rohrbiegen und Rohrwalzen am selben Rohr angewendet werden können, um variable Biegeradien zu erzielen?
In der Tat kann ein Rohr (durch Kaltverformung) sowohl mit einer Rohrbiegemaschine als auch mit einer Profilbiegemaschine bearbeitet werden.
Wenn Sie mehr über dieses Thema erfahren möchten, lesen Sie diesen Artikel über den Unterschied zwischen Rohrbiegen und Rohrwalzen.
Die Möglichkeit, beide Bearbeitungen auf ein und dasselbe Rohr anzuwenden, erlaubt es, zwei oder mehr verschiedene Biegeradien auf ein und dasselbe Rohr oder Metallprofil anzuwenden:
ein kleinerer Biegeradius (mit Abmessungen von 1,5 bis 5 mal der Länge des Rohrstücks)

ein größerer Biegeradius (mit Abmessungen von mehr als dem 5-fachen der Länge des Rohrabschnitts).

Es gibt zwei Möglichkeiten, unterschiedliche (variable) Biegeradien an ein und demselben Rohr zu erreichen:
- durch den gemeinsamen Einsatz einer CNC-Rohrbiegemaschine und einer Profilbiegemaschine
- durch den Einsatz einer Rohrbiegemaschine, auf der spezifische Werkzeuge montiert sind.
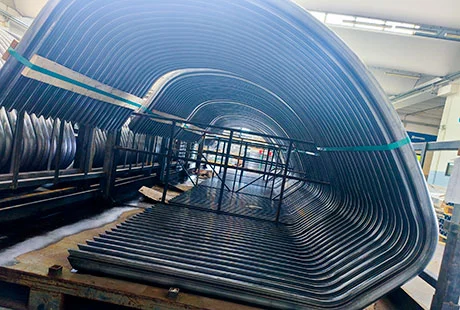
Die Notwendigkeit, zwei verschiedene Biegeradien an ein und demselben Rohr zu haben, einen engeren und einen weiteren, ergibt sich aus der besonderen geometrischen Form des Rohres und seinem Verwendungszweck: Das offensichtlichste Beispiel sind die Kabinen von Landmaschinen, wie z. B. Traktoren, deren Form in der Regel die kombinierte Anwendung von Biegen und Kalandrieren erfordert.
Es gibt jedoch auch Fälle, in denen die Form der Kabine kein Biegen des Rohrs mit variablem Radius erfordert.

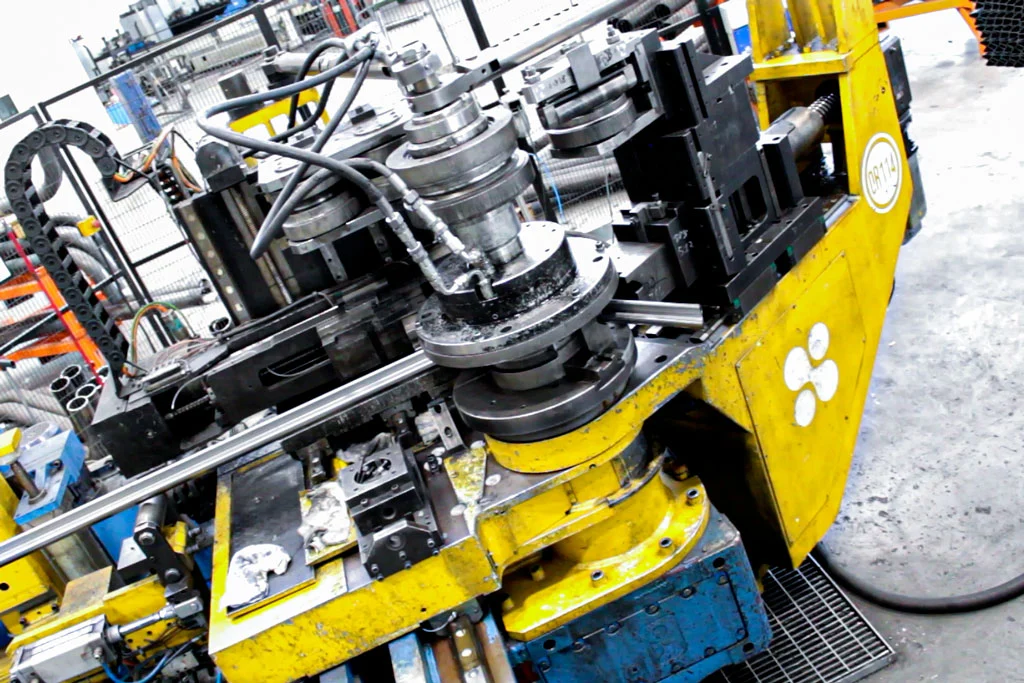
Das folgende Video zeigt die Herstellung eines Kabinenprofils mit einer einzigen Biegemaschine und zwei verschiedenen Werkzeugen:
- im unteren Teil eine Matrize mit festem Biegeradius
- im oberen Teil sind Walzen montiert, um einen variablen Biegeradius zu erhalten.
Variable biegeradien mit unterschiedlichen rohrbearbeitungen
Durch den Einsatz verschiedener Maschinen ergeben sich unterschiedliche Rohrbiegetechniken, die jedoch alle das gleiche Ziel verfolgen. Diese sind, wie bereits erwähnt, die folgenden Rohrbearbeitungen:
Rohrbiegen mit rohrbiegenmaschine und rohrwalzen mit profilbiegemaschine
Diese Biegetechnik beinhaltet den Einsatz von:
- einer Rohrbiegemaschine
- einer Profilbiegemaschine
Der größte Vorteil dieser Lösung sind die relativ geringen Werkzeugkosten.
Andererseits bedeutet die Vorbereitung von zwei Maschinen für das Kaltbiegen von Rohren eine Erhöhung der Kosten und des Zeitaufwands für den Rohrbearbeitungsverfahren.
Der Grund dafür ist, dass das Rohrbiegen im Wesentlichen ein handwerklicher Prozess ist: Wenn das Rohr mehrmals mit unterschiedlichen Radien gebogen werden muss, wird der Bearbeitungsprozess viel länger.
Aus diesem Grund ist der kombinierte Einsatz von Biegen und Rollbiegen (Rohrwalzen) , der mit zwei verschiedenen Maschinen durchgeführt wird, nur für die Herstellung kleiner Serien gebogener Rohre im Rahmen eines abzuschließenden Projekts zu empfehlen.
Werkzeuge für rohrbiegemaschinen und profilbiegemaschinen
Die Werkzeuge für diese beiden Maschinen erfordern die Verwendung spezifischer Komponenten, die für die Realisierung fester und variabler Biegeradien am gleichen Rohr unerlässlich sind:
- Matrizen
- Schraubstöcke mit Schlitten
- Dorn (in der Rohrbiegemaschine)
- 3 Rollen (in der Profilbiegemaschine)
Rohrbiegen mit variablem radius, das mit der rohrbiegemaschine allein durchgeführt wird
Für dieses Biegeverfahren von Rohren mit variablem Radius wird nur ein Maschinentyp benötigt, die Rohrbiegemaschine, die mit zwei Biegeeinheiten ausgestattet ist.
- Die erste Einheit ist mit einer Matrize mit festem Radius ausgestattet.
- Die zweite ist mit einer Reihe von Walzen (normalerweise 4) ausgestattet, die den variablen Radius des gebogenen Rohrs erzeugen.
Die Ausrüstungskosten sind in diesem Fall sicherlich höher als bei der ersten Lösung.
Allerdings stehen dem mehrere Vorteile gegenüber:
- die Ausrüstung ist einfacher, da nicht zwei verschiedene Maschinen eingesetzt werden müssen
- es können Rohrbögen mit unterschiedlichen Radien hergestellt werden
- es ist eine viel schnellere und einfachere Rohrbearbeitung für den Bediener
- Es handelt sich um eine leicht wiederholbare Rohrbearbeitung, der für die Massenproduktion geeignet ist
- führt zu einer Senkung der Produktionskosten
- gewährleistet eine bessere Qualität des gebogenen Rohrs oder Profils
Vielen Dank, dass Sie diesen Artikel aus unserem Blog gelesen haben. Wenn Sie Fragen haben oder weitere Informationen wünschen, kontaktieren Sie uns bitte über das unten stehende Kontaktformular.