Das Biegen von Metallrohren, Profilen und rohrförmigen Erzeugnissen ist ein Kaltverformungsprozess, bei dem das gerade Rohr gebogen wird. In diesem Artikel wird die Querschnittsverformung im gebogenen Bereich des Rohres erläutert, die durch das Kaltbiegen von Rohren entsteht.
Es ist wichtig, von Anfang an klarzustellen, dass im gebogenen Teil des Rohres, dem Querschnitt, immer eine Verformung durch das Biegen auftritt. Darüber hinaus nimmt die Verformung des gebogenen Rohrquerschnitts mit abnehmendem Biegeradius zu, ist also umgekehrt proportional.
Das bedeutet, dass bei einem gegebenen Querschnitt (z. B. Rohr Ø50×2) die Verformung des Rohrquerschnitts im Biegebereich umso größer ist, je kleiner der Biegeradius ist.
Kennen Sie den Unterschied zwischen Rohrbiegen und Rohrwalzen? Mehr dazu in diesem Artikel.
Verformung gebogener runder, quadratischer und rechteckiger Rohre
Um speziell über das Thema Rohrverformung zu sprechen, ist es zunächst erforderlich, die unterschiedlichen Bezeichnungen für die Verformungen des Materials in der Biegezone zu erläutern. Hierbei ist zu unterscheiden, ob es sich um ein rundes Rohr oder ein quadratisches/rechteckiges Rohr handelt.
Verformung gebogener Rundrohre: Ovalisierung
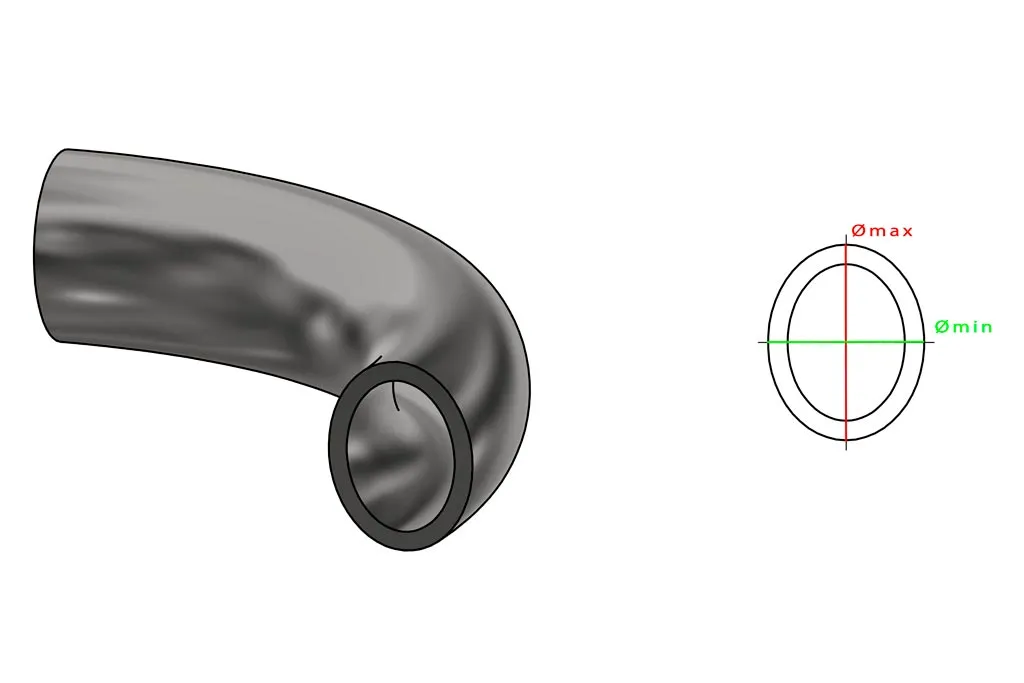
Die Verformung des gebogenen Rundrohrs wird als Ovalisierung bezeichnet und stellt die maximal zulässige Abweichung von der Kreisform des ursprünglichen Rohrdurchmessers dar.
Sowohl beim Biegen von Rohren als auch beim Rohrwalzen neigt das Rohr dazu, sich symmetrisch zu ovalisieren. Die Ovalisierung führt zudem zu einer Veränderung des Durchmessers des Rohrs, wie in der nachfolgenden Abbildung dargestellt.
Wie wird die Verformung eines gebogenen Rundrohres berechnet?
Der Wert der Ovalität, der im Allgemeinen in Prozent (%) gemessen wird, wird durch den Vergleich des maximalen Durchmessers (Ø max) mit dem minimalen Durchmesser (Ø min) nach der Bearbeitung des Rohres, d.h. nach dem Biegen und Walzen, berechnet.
Es gibt jedoch Industriezweige, wie z.B. Kraftwerke, in denen die Ovalität ein so wichtiger Faktor ist, dass sie durch spezifische Normen geregelt wird (z.B. UNI EN 12952-5-2022).
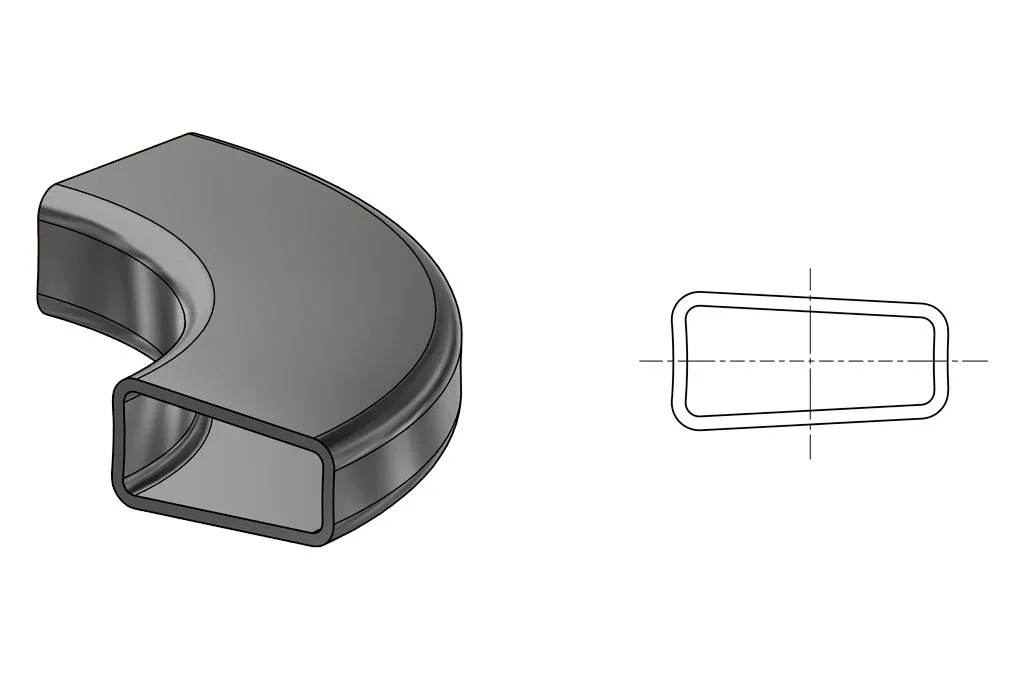
Verformung von gebogenen Quadrat- und Rechteckrohren
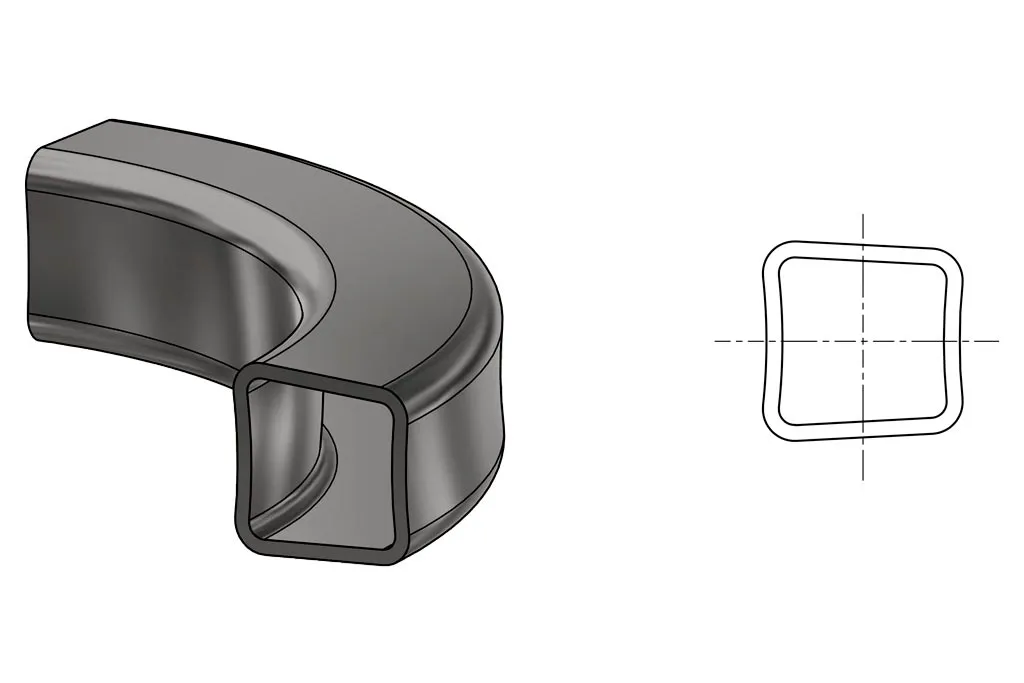
Die Biegeverformung tritt auch bei quadratischen und rechteckigen Rohrquerschnitten auf.
Wie in der Abbildung unten zu sehen ist, hat der gebogene Teil des Profils infolge der Verformung eine trapezförmige Form. Im Gegensatz zur Ovalisierung ist diese Verformung nicht symmetrisch und weist eine Konvexität innerhalb und außerhalb der Rohrbiegung auf.
Wie berechnet man die Verformung eines gebogenen Quadrat- oder Rechteckrohres?
Die Verformung quadratischer/rechteckiger Rohre wird in mm berechnet, indem beide Seiten des gebogenen Abschnitts gemessen und mit den Messungen vor der Bearbeitung des Rohrs verglichen werden.
Einige Beispiele:
- Bei einem Vierkantrohr aus S355 mit einem Durchmesser von 100x100x8 mm, das mit einem Innenradius von 200 mm um 90° gebogen wird, beträgt die Verformung des gebogenen Rohrquerschnitts 105,8×99,4 mm.
- Die Ovalisierung eines um 90° gebogenen Rundrohres aus Edelstahl mit einem Durchmesser von Ø50×2 mm und einem mittleren Biegeradius von 105 mm beträgt etwa 3% (Ømax=50,1/Ømin=48,5).
Verformung der Rohrdicke
Die Verformung des Rohrquerschnitts durch das Biegen führt nicht nur zu einer Änderung des Durchmessers, sondern auch zu einer Änderung der Rohrdicke. Die Verformung der Dicke des gebogenen Rohres wird sofort sichtbar, wenn das Rohr geschnitten wird.
Aufgrund der Verformung treten die folgenden zwei Phänomene auf:
- Dickenverdichtung: Die Dicke der Innenwand des gebogenen Rohres nimmt aufgrund der Verdichtung zu.
- Dickenausdünnung: Die Dicke der Außenwand des gebogenen Rohres nimmt durch die Ausdünnung tendenziell ab.

Um eine gute Rohrbiegequalität zu erreichen, ist es wichtig, das richtige Gleichgewicht zwischen Kompression und Dickenausdünnung zu finden. Dieses Gleichgewicht wird durch die Berücksichtigung mehrerer Faktoren erreicht, darunter
- Rohrquerschnitt
- Rohrdicke
- Biegegrad
- Biegeradius
- Metall
- Druckvorrichtung für die Innenseite und zur Beseitigung von Falten
- Booster (Schubkraft einiger Rohrbiegemaschinen) zur Verringerung der Ausdünnung der Außenseite während des Biegens
Ist es möglich, die Rohrverformung zu kontrollieren und zu begrenzen?
Da die Verformung des Rohrquerschnitts immer durch Biegen und Rollbiegen des Rohres entsteht, gibt es eine Möglichkeit, die Verformung zu begrenzen. Wie wird dies erreicht? Durch den Einsatz von Spezialwerkzeugen, die ein präzises Biegen des Rohres ermöglichen:
- Feste Dorne
- Schwenkbare Dorne
- Gegenschlitten
Bei quadratischen/rechteckigen Rohren hingegen verwenden wir einen Begrenzungskolben auf der Matrize: Hierbei handelt es sich um eine Vorrichtung, die die Verformung der Oberseite des gebogenen Rohrstücks begrenzt und durch Ausübung eines bestimmten Drucks die Verformung der vertikalen Seite des quadratischen Rohrs begrenzt.
Schlussfolgerungen
Beim Biegen und Walzen von Rohren kommt es immer zu einer Verformung des Profils im Biegebereich.
Einer der wichtigsten Qualitätsaspekte des professionellen Rohrbiegens bei Tecnocurve ist es, alle notwendigen Maßnahmen zu ergreifen, um die Verformung des Rohrdurchmessers und der Rohrdicke als Ergebnis der Bearbeitung zu kontrollieren und zu begrenzen.
Dank unseres Maschinenparks und der großen Anzahl an verfügbaren Vorrichtungen für die meisten Rohrprofile sind wir in der Lage, den Unternehmen zu helfen, die besten Lösungen für ihre Bedürfnisse zu finden.