Das Umformergebnis hängt dabei von unterschiedlichen Faktoren ab:
- Rohrgröße und -geometrie (rund, quadratisch, rechteckig oder mit speziellem Querschnitt)
- Wandstärke
- Metallgüte bzw. Art
- Biegeradius
- Biegekrümmung
Mit dem steigenden Bedarf an Vorformgebung zugunsten kürzerer Zykluszeiten, muss dieser Eigenschaft bei der Produktentwicklung auf besondere Weise Rechnung getragen werden.
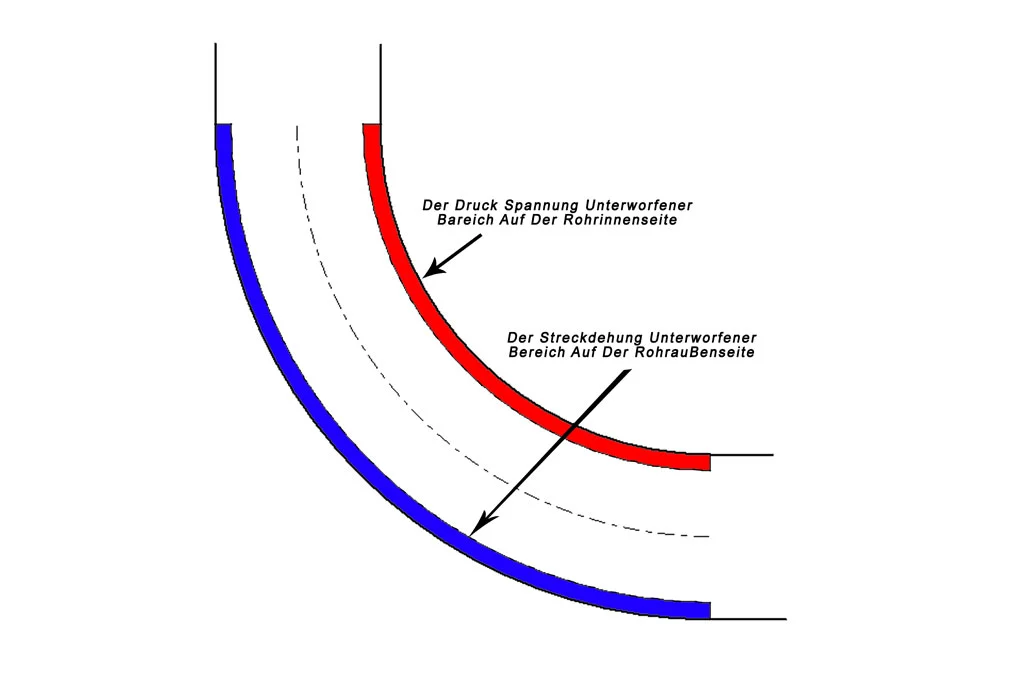
Eine Bohrung, die vor dem Biegevorgang in das Rohr einzubringen ist und innerhalb der Randzone des Bogens liegt, wird sich eben wegen dieser Spannungen beim Biegen verformen. Im Ergebnis dieser Verformung werden sich die Lage und der Profilquerschnitt der Bohrung so verändern, dass die Bohrung erheblich von den Sollmaßen in den vom Kunden beigestellten Maßzeichnungen abweicht.
Bislang entgegnete man diesem Problem, das bei Bohrungen innerhalb der Randzone des Bogens bei Stahl- und Edelstahlrohren bestand, indem man das Rohr in einem ersten Schritt bieg und die Bohrung erst in einem zweiten Schritt eingebrachte.
Auf diese Weise schloss man das Verformungsproblem bezogen auf die Bohrung aus und konnte eine optimale Bohrungspräzision garantieren. Trotz aller aus dieser Vorgehensweise resultierenden Qualitätssicherung, darf der Zeit- und Betriebsmittelaufwand nicht außer Acht gelassen werden, wodurch die Gesamtkosten bei der Rohrbearbeitung unvermeidlich höher liegen.
Vor diesem Hintergrund hat sich die Konstruktionsabteilung bei Tecnocurve, ausgehend von ihrer mehr als 25-jährigen Erfahrung im Bereich Biegen von Rohren und Metallprofilen, eingehend der Untersuchung des Laserbohrverfahrens gewidmet, wodurch die Bohrung unter Einsatz des Laser-Tubo Trumpfs bereits vor dem Biegen in das Rohr eingelassen werden kann. (s. Abb. 2 und 3)
Ellipsenförmige Bohrung auf vorgebogenem Rohr

Kreiszylindrische Bohrung am Ende der Biegeumformung

Der Vorteil dieses Verfahrens liegt auf der Hand. Besonders bei gebogenen Stahl- bzw. Edelstahlrohren mit eingelassener Bohrung wird der Produktionsprozess beschleunigt und deutlich wirtschaftlicher, da die zweite Bearbeitung (gesonderter Arbeitsschritt für die Bohrung) entfällt. Auf diese Weise verkürzt sich der Produktionszyklus nicht nur spürbar, sondern auch die Gesamtkosten der Rohr-Produktion werden deutlich gesenkt.
Das besondere Fertigungsverfahren lässt dank einer Software jüngster Generation umsetzen. Tecnocurve setzt diese Software zur Analyse der plastischen Verformung am Rohr ein, da das Umformergebnis über das gesamte Produktionslos hinweg gleichförmig sein muss. Auf diese Weise kann bereits vorab die Verformung, welcher die eingelassene Bohrung unterliegen wird, bestimmt werden.
Anhand des Analyse-Ergebnisses kann Tecnocurve die Bohrung vor dem Biegen mittels Laser in das Rohr einlassen. Dabei wird die Bohrung so eingelassen, dass sie beim Biegen Abmaß gerecht, wie in der Kundenzeichnung vorgegeben, die exakte Lage einnimmt.
Es ist allerdings nicht in allen Fällen möglich, die Bohrung vor dem Rohrbiegen einzubringen. Hierzu muss die Konstruktionsabteilung bei Tecnocurve fallweise die Einsatzmöglichkeit des Fertigungsverfahrens unter Einsatz der Softwareanalyse und unter Berücksichtigung der Kundenspezifikation bezüglich der Rohrbearbeitung vorab prüfen.
Dabei ist z.B. der Bohrungsdurchmesser von entscheidender Bedeutung, da dieser immer bezogen auf das Rohrmaß zu betrachten ist.
Daneben, hat Tecnocurve 2016 ein neues Rohrlaser-Verfahren eingeführt, mit dessen Hilfe neben Bohrungen mit runden und eckigem Querschnitt auch Ösen in Bogennähe angebracht werden können. Das Unternehmen hat sich die nachhaltige Zeit- und Kostensenkung bei der Verarbeitung von Stahl- bzw. Edelstahl-Rohren zum Ziel gesetzt. Um dies zu erreichen, sollen möglichst viele Arbeitsschritte mittels Laser Tubo Trumpf-Verfahren vor der Biegeumformung stattfinden.